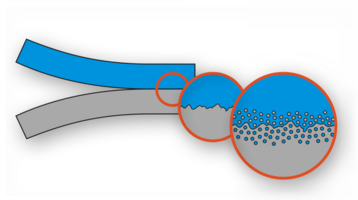
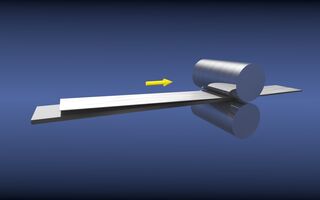
Cold roll bonding
In cold roll bonding, the metal layers are cold-rolled after undergoing a specific pretreatment. This is followed by an annealing process to stabilize the bond.
Advantages of cold roll bonding: precise coating thicknesses, high repeatability, and good scalability for mass production. The thermal stress is low, which protects sensitive material combinations.
Typical material combinations:
Copper-steel: for coins (decorative copper and inexpensive steel)
Aluminum-steel: for the corrosion resistance of aluminum in the automotive industry
Copper-aluminum: electrical contacts, etc.
Typical applications: Steel combined with various special tribological alloys. Miba uses this as raw material for bearing production (ranging from individual parts for 2-stroke marine engines to tens of thousands of parts for truck applications).