So funktioniert die EMP Technologie
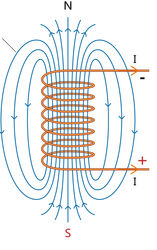
Große Kondensatoren speichern Strom wie eine Batterie, der in Millisekunden als extrem starker Stromstoß (bis zu 1 Million Ampere) durch eine Spule geleitet wird - das erzeugt ein kräftiges Magnetfeld.
1. Laden: Kondensatorbank in 3 - 8 Sekunden auf kV-Niveau aufladen
2. Impuls: Hochstromschalter entlädt 100 kA–1 MA in <1 ms durch Werkzeugspule
3. Magnetfeld: Transientes Feld (mehrere Tesla) entsteht lokal am Werkstück
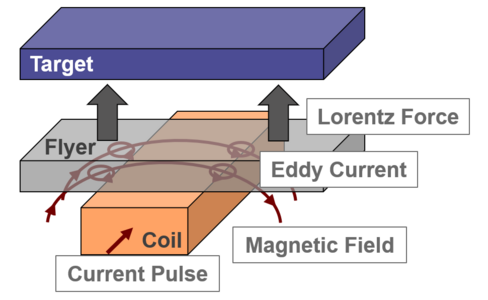
4. Induktion: Gegenläufige Wirbelströme im leitfähigen Metall (Al/Cu)
5. Beschleunigung: Lorentzkräfte beschleunigen Werkstück im Bereich der Schallgeschwindigkeit (<25 µs)
6. Kontakt: Plastische Verformung oder stoffschlüssige Fügung
Der gesamte Zyklus dauert nur wenige Sekunden (5 bis 10 Sekunden) und ist skalierbar von Prototyp bis Serie.